宁波材料所在复杂曲面微槽的激光加工方面取得进展
微槽道是指槽道宽度为1~1000um的流体通道。流体在微槽道内流动,可获得与固体壁面间的很高的表面传热系数。用微槽道制成的换热器结构紧凑,换热效率高,可应用于航空航天、汽车空调、医疗器械和化学生物工程等领域。与常规尺度的管道或槽道相比,微槽道具有尺寸小的特点。目前传统机械刀具加工方式无法或者很难实现微槽加工,而激光是加工微槽的一个有效手段,但在复杂曲面上加工微槽也面临着一系列的工程和工艺难题。
宁波材料所所属先进制造技术研究所激光与智能能量场制造团队对使用激光在复杂曲面上加工微槽的工艺进行了深入的研究和大量的实验,近期取得新进展。
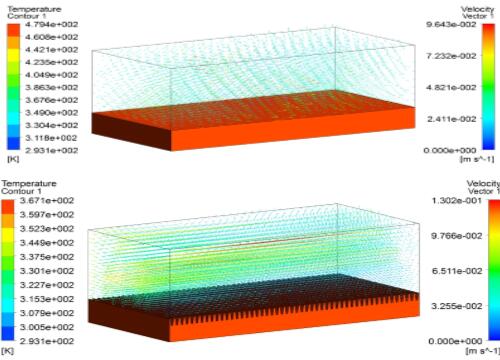
图1、刻微槽对表面散热能力的影响仿真局部分析
首先进行了仿真分析,微槽深度为0.3mm,上部宽度取0.14mm,下部宽度取0.06mm,槽间距为0.2mm。刻微槽后的换热表面积约为刻微槽前的3.6倍。刻微槽后铝板温度从479.4K降至367.1K。不刻微槽和刻微槽情况下,铝板与空气之间的平均等效对流换热系数分别为5.37W/㎡·K和3.75W/㎡·K。刻微槽后降为原来的0.7。
根据仿真要求和所设计的参数展开工艺实验,调节激光扫描频率、图形填充密度、加工能量、系统移动速度等。改进加工思路,通过微槽阵列测试加工工艺,通过5组平板实验,最终验证矩阵阵列加工,不但将加工时间大大缩短为原来的1/10,同时解决加工不稳定现象。
通过工艺探索研究,最终解决传统机械刀具加工方式无法实现的微槽加工,激光去除加工工艺,实现微槽宽100微米,间距200微米,深度在10-300微米范围内。该加工工艺主要解决任意复杂曲面微槽加工,可控制微槽加工深度、宽度,精度10微米内,可加工硬脆性材料。
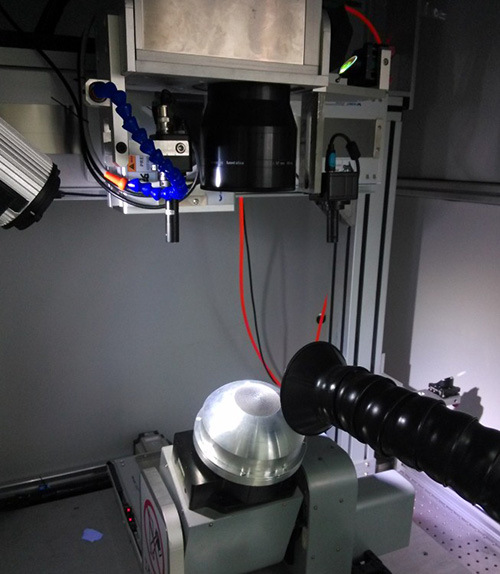
图2、五轴联动激光加工系统加工半球形帽盖样品
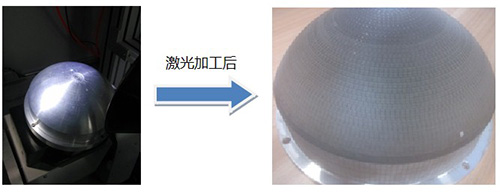
图3、半球形帽盖样品经过激光加工后布满微槽
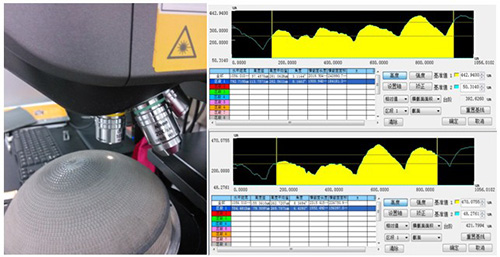
图4、激光共聚焦显微镜下测量加工的微槽
帽盖外表面加工微槽对提升帽盖表面散热性能有利,对降低中心平台温度有利。经本项目刻槽加工后,帽盖表面散热能力可提升为原来的2.5倍(外部自然对流条件下)。
上述工作得到了中国科学院科研装备研制项目的支持。
(先进制造所 王斌)